






















































技术专题

钻井液振动筛的日常维护
筛箱包括底座,振动电机激振梁,筛网固定和支撑部分。正常运转的时候,筛箱做有规律的运动,详细的维护要求等见下表。
这些部件都需要在损坏时进行更换。 筛框维护记录 维护周期 检查前后左右的减振弹簧的压缩量及回弹量是否均衡,检查上、下弹簧导套是否出现严重磨损, 如出现不良,立即更换 按月 或者损坏后更换 检查筛箱底框胶条是否有损坏,如有破损,立即更换 每班、每次更换筛网 检查看筛网是否张紧并紧贴筛床,筛网不应有破损,如有破损立即更换 每班 检查筛网张紧装置,如果不按要求张紧筛网,会减短筛床及振动筛使用寿命 每张筛网下面都应检查,更换工欲善其事,必先利其器。在争分夺秒的钻井现场,固控设备的正常稳定工作直接影响的钻进效率和钻进质量。而固控设备的稳定工作又必须以定期正确的进行设备维护为前提。相信以上针对钻井液振动筛的维护介绍能为大家对设备保养维护方面提供一些帮助。
冠能自动清罐系统
河北冠能石油机械制造有限公司经过今年来的开发与拓展,目前所涉及到的行业并不限于石油天然气钻井泥浆固控设备,还涉猎到油田废弃物处理设备、油泥处理设备、自动清罐设备、污水处理设备、废物泥浆减量化设备。
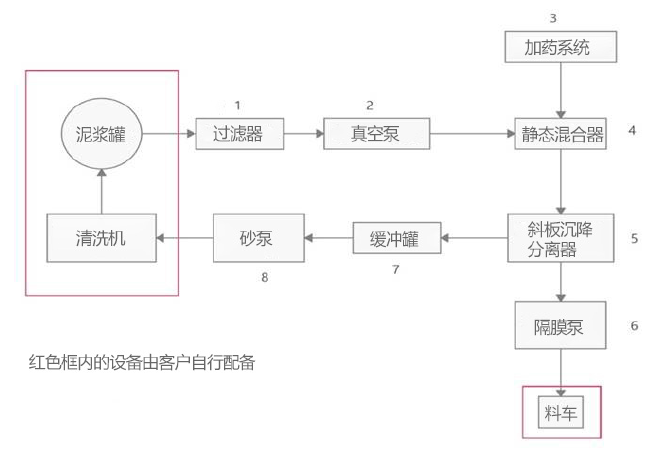
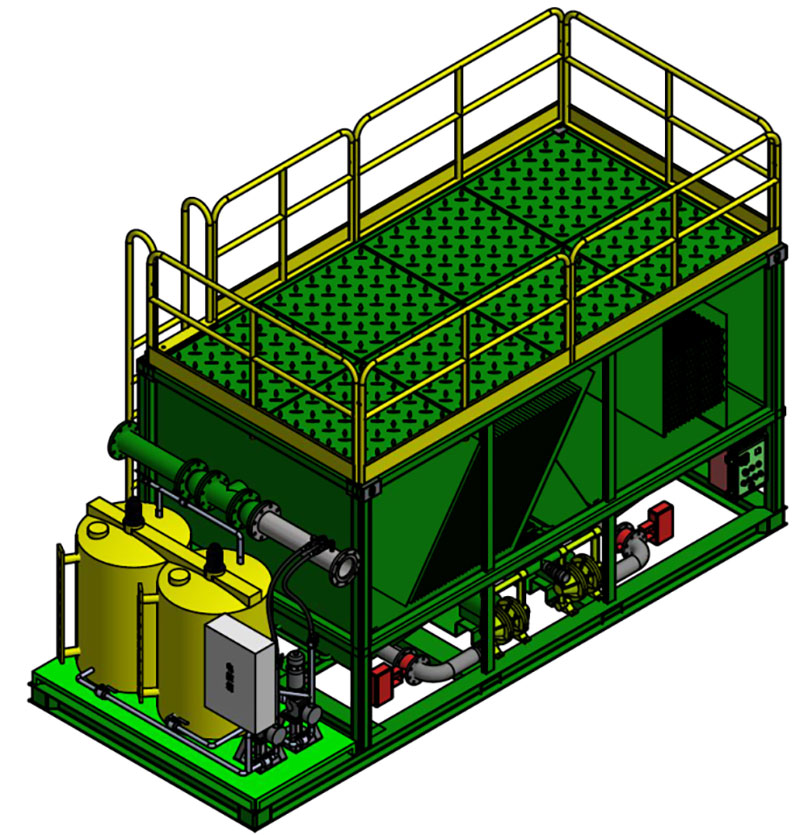
冠能固控GNTC-30C自动化洗罐系统是用于连续性清洗泥浆罐,油罐,化学品罐的闭环系统。可以给安装在泥浆罐内的高压冲洗机供给清水,组合泵把污水抽回洗罐系统进行净化,干净的水供给高压冲洗机继续循环使用。这样可以使水的消耗量和人力成本降到低。自动化洗罐闭环净化系统是连续性作业,污水处理量可以达到30 m³/h。
GNTC-30C 主要技术参数:1、清水容量:7.5m³ 2、污水处理量: 30 m³/h 3、尺寸: 8164x2416x3065mm 4、重量: 7000 KG 5、总功率: 40 Kw 6、泵数量: 1台高压泵,1台电动真空泵,1台气动隔膜泵, 1台加药泵 7、系统包含电机和电控,中国防爆标准,适用于I 区防爆。
GNTC-30C 工作流程:1、砂泵(8) 从缓冲罐(7) 中抽取清水,供给高压清洗机,用于清洗泥浆罐。 2、真空泵(2) 从泥浆罐中抽取污水,在泥浆罐和真空泵(2) 之间,安装过滤器(1)。用于过滤分离粗颗粒。 3、化学加药系统(3) 给静态混合器输送化学品或者絮凝剂,和污水混合,用于提高斜板沉降分离器的分离效果。 4、斜板沉降分离器(5)分离出沉淀的固体。 5、斜板沉降分离器(5)分离出来的清水会溢流到缓冲罐(7)中。 6、缓冲罐液位控制系统会自动控制泵运行。 7、隔膜泵(6)把斜板沉降分离器(5)沉淀的污泥输送废料车。
冠能污水处理设备正式上市
河北冠能石油机械制造有限公司主要是钻井泥浆固控设备、油田钻井废弃物处理设备、含油污泥处理设备的专业制造商。目前经过2年的钻研努力。冠能研发成功了便携式组合污水处理设备,目前远销海外并得到客户终的测试认可。
冠能固控GNWTU-50A系列污水处理系统是一种专门为油田等野外的废弃污水设计的处理系统,用于油田废弃污水处理,钻井施工泥浆处理,工业废水处理。 排放量可达50m3 / h以上。冠能污水处理系统主要适用于中型工程现场,比如石油天然气钻井工程、土木工程或者建筑工程。经过化学作用加强分离效果后的悬浮固体含量将降低至50毫克/升以下,所以处理后的水可以排放到城市公共排水系统中或循环再使用。处理过的水可用作钻井液,车辆清洗,设备清洗、厕所冲洗等。这节省了大量的用水成本,并保护环境。
污水处理系统优势介绍:主要优势:设置简单、占地小、耗能少、方便运输、人力成本低、维护成本低 不需要地基。
1、冠能污水处理系统的主要组成设备是斜板沉降分离器(IPC),这是一种高性能的薄板分离器,用于去除各种废液中的可沉降固体。薄板由不锈钢制成。结构简单处理效果良好,免人工,维护成本低。
2、冠能污泥沉降装置设计采用倾斜板沉降表面,与水平面成55°角,板间距均匀。由于板角的固体沿板下滑到板组件下方的污泥料斗中。过程简单、实惠的设计与污泥输送机相结合,使冠能斜板装置易于安装,操作和维护。
3、污水处理的过程中加入适量的化学品如聚合物预处理通常可提高固体去除效率。冠能斜板装置使用化学絮凝剂有助于提升系统污水处理效率,分解污染物特性和降低处理成本。

钻井泥浆不落地施工攻略
河北冠能石油机械制造有限公司主要是泥浆固控设备、油泥处理设备、钻井废弃物处理设备、泥浆不落地设备的专业制造商。由于近年来国家环保政策的步步收紧,目前钻井现场的泥浆不落地系统已经变成低配置要求,井场不配置这种废弃物处理设备已经无法满足环保部门的要求。冠能固控自2013年开始销售泥浆不落地设备以来,在国内外已经形成了80套的销售量,产品质量稳定、现场服务经验丰富,已经与国际国内排名前10名的油田服务公司建立良好合作。
泥浆不落地现场处理介绍:泥浆上振动筛处理后的岩屑直接经过螺旋输送机输送给甩干机进行岩屑甩干处理,甩干机处理后固相由螺旋输送机传送到废渣存放区,甩干机处理后的液相进入液相罐,并由泵送至岩屑离心机进行精细分离处理,处理后的泥浆直接回到泥浆固控系统钻井回用。
现场注意事项:1、现场的固控系统固相控制设备年久失修现象普遍,在使用工程中极易出现跑浆、漏浆现象,很容易造成甲方对我方设备运转情况的误解,所以要特殊注意服务井队的固控设备完好状况,如陈旧需准备应对跑浆、漏浆现象的发生。
2、现场在进行岩屑处理的过程中由于现场钻井工人一直以来对岩屑箱或振动筛等设备排出的岩屑的理解就是垃圾堆,所以很多废弃杂物都丢弃在排出废弃岩屑或废弃泥浆中,其中不乏金属块、维修设备的螺钉、焊接金属废料等,这一类废弃物很容易进入螺旋输送机被输送到我方的甩干机等其他设备之中,极易造成设备的严重破损。
3、因钻井现场都是偏僻偏远地区,设备的易损件或在安装使用过程中需要更换或添加的标准零配件(如螺钉、胶管、工具、接头、电缆等)都是很难短时间采购的,建议提前考虑充分备常用配件、易损件。以防现场缺失一些很常用的零件确要到几百公里以外去购买,费时费钱。
4、现场电压时而不稳定有可能会造成设备的保护装置烧坏,设备骤然停机也会造成设备的内部堵塞,建议备用设备的电控保护装置、保险开关等。
5、现场设备操作人员切勿频繁更换,设备的操作、维护、保养培训要重视,好多设备的损坏或运转不正常包括处理效果不好与操作人员的经验和现场使用设备的磨合有很重要的联系。设备的说明书与注意事项一定要与现场操作人员交流培训。

冠能固控油基泥浆不落地
河北冠能石油机械制造有限公司于2013年研发出的油基钻屑甩干机设备,广泛应用于石油天然气钻井的岩屑处理,也就是随钻泥浆不落地系统。冠能钻屑甩干机,专门用于处理从钻井液振动筛排出的钻屑,适用于油机泥浆(OBM), 复合基泥浆(SBM), 在国内外钻井项目中获得了广泛应用。
1、冠能油基泥浆不落地系统组成:1)钻屑甩干机GNCD930E,1台(岩屑甩干用),离心机GNLW363C-VFD,1台(甩干机排出液体净化回用),供液泵2台(1台离心机供液,1台输送干净泥浆同时冲洗甩干机和进行离心机二次循环处理供液)、螺旋输送机3条(1条输送固控系统外排岩屑,1条给甩干机供料,1条甩干机排渣),搅拌器2台(搅拌泥浆防沉淀),泥浆罐1具。岩屑箱2个(1个收集甩干机排出干渣,1台收集离心机外排干渣)。
2、系统处理流程:1)钻机固控系统的振动筛排出的岩屑经由1条螺旋输送机将岩屑收集输送至钻屑甩干机进料的斜螺旋输送机内。
2)岩屑经斜螺旋送入钻屑甩干机内进行固液分离岩屑甩干处理,液体排入离心机下的甩干机排液仓内,固体经过出料口螺旋输送机输送至岩屑箱收集。
3)钻屑甩干机排液仓内的待处理泥浆经供液泵输送至离心机进液管口进入离心机做进一步泥浆净化回用处理。
4)经过离心机处理后的清洁泥浆排入下方离心机排液仓左隔仓内,干净泥浆越过隔板进入右隔仓,然后经由输送泵外输回用,干渣泥饼排入下方岩屑箱内储存。